






1. Sıralama
Kesim işlemi başlamadan önce, kaba elmas farklı kategorilere ayrılmak üzere analiz edilir. Bu, tüm süreci daha uygun maliyetli hale getirecektir (farklı şirketler farklı boyutlarda / türlerde kaba elmasların kesilmesinde uzmanlaşmıştır).
Bir kategori seçerken planlama ekipleri model, floresan, renk, berraklık ve boyuta bakar. Ayrıca daha kesin ve doğru bir karar vermek için herhangi bir kaba elmasın yüzeyindeki küçük bir pencereyi parlatabilirler.
2. Planlama
Elmas kesim sürecinin bir sonraki adımı planlamadır. Planlama, bir pırlantanın en fazla ağırlığı koruyacak ve nihai verimi* (ve dolayısıyla değeri) en üst düzeye çıkaracak şekilde nasıl kesileceğine karar vermek için yapılır.
*Randıman, toplam cilalı karat ağırlığı alınıp orijinal kaba karat ağırlığına x 100 bölünerek hesaplanır. Örneğin, orijinal kaba taş 1,00 ct ve cilalı 0,39 ct ise verim (0,39/1,00) x 100 = %39 olarak hesaplanacaktır
Planlamadaki en kritik faktör nihai karat ağırlığı sonucudur, çünkü bu cilalı elmas fiyatı üzerinde en büyük etkiye sahip olacaktır. Planlamacılar mümkün olan en iyi verimi elde etmek için sofistike teknoloji, beceri ve sezgilerini kullanırlar.
4. Yarma
En iyi toplam verimi elde etmek için neredeyse tüm kaba elmasların birden fazla parçaya bölünmesi gerekir. En yaygın kullanılan tekniklerden biri yarma olarak adlandırılır ve genellikle çatlak ve kırıklara sahip kaba elmaslar üzerinde gerçekleştirilir (böylece ortadan kaldırılabilirler).
Yarma, taşın keskin bir bıçakla vurularak iki veya daha fazla parçaya bölünmesi işlemidir. Elmas büyüme çizgileri boyunca katmanlar arasında yapılır ("bölünme düzlemi" olarak da bilinir).
Bıçağın, önceden çentik açma adı verilen başka bir işlemle (lazerle veya başka bir elmasla) açılan bir çentiğe/oluk içine yerleştirildiği unutulmamalıdır.
Cleavers, kaba elmasların yapısı ve nitelikleri hakkında kapsamlı bilgiye ihtiyaç duyar. Becerileri, her elmastan, özellikle de karmaşık yapıya sahip olanlardan en yüksek verimi almalarını sağlar.
Kaba elmasları farklı parçalara bölmek için kullanılan bir başka işlem de testere ile kesme olarak adlandırılır; bu işlemde taş metal bir bıçak/lazer ile tam anlamıyla kesilir.
Yarma işlemi, daha az israf içerdiğinden mümkün olan her yerde testereyle kesmeye tercih edilir.
5. Testere
Testere ile kesme genellikle metal bıçaklar veya lazer ile yapılır.
Bıçakla kesme işlemi "yarma düzlemleri" dışında herhangi bir yönde gerçekleştirilebilir. Önceden planlayıcılar tarafından işaretlenen çizgiler boyunca gerçekleşir.
Testere makinesi, özel bir metal çerçevenin arkasına monte edilmiş ağırlıklı bir koldan oluşur.
Kaba elmas genellikle yerinde tutmak için bir balmumu veya çimento kalıbına yerleştirilir ve arkasında bir karşı ağırlık bulunan (taşın testere bıçağına indirilmesini kontrol etmeye yardımcı olan) metal bıçağın üzerindeki kola tutturulur Testereciler genellikle aynı anda birkaç makineyi çalıştırır, ağırlığın basıncını değiştirmek ve bıçaklara testere tozu uygulamaktan sorumludurlar.
Lazer testere, potansiyel çatlak riskini azaltır ve testereci artık yarılma düzlemleriyle sınırlı olmadığından (çünkü lazer elmas yapıyı basitçe yakar) daha fazla esneklik sağlar.
Yaklaşık metal bıçak testere hızı saatte 0,7-1 ct. elmas iken, lazer testerede bu hız saatte 1,2-1,4 ct'dir. Bir elması çok hızlı kesmeye çalışmak onu aşırı ısıtabilir ve metal bıçakla kesmede potansiyel bir çatlamaya/kırılmaya yol açabilir (lazer testerede bu imkansızdır çünkü aynı zamanda su soğutmalıdır).
Elmaslar metal bıçaklarla kesildiklerinde toplam ağırlıklarının yaklaşık %2'sini kaybederler ve bir profesyonel tarafından lazerle kesildiklerinde neredeyse hiç ağırlık kaybetmezler.
6. Bruting
Bruting, elması şekillendirme işlemidir. Bir pırlantayı diğer pırlantaya karşı keserek çalışır. Bir pırlanta şeklini (Yuvarlak veya Oval) ve formunu (taç, kuşak ve pavilyon) tam olarak bu aşamada alır.
Brütleme işlemi, 20. yüzyılın başlarına kadar elle yapılmaktaydı
eski manuel makinelerin yerini tekerlekli bruting makineleri aldı. Bu, elmas kesicilerin gerçekten yuvarlak elmaslar yaratmasına nihayet olanak sağladı. Makine merkezden hareket ettirilebiliyor, böylece daha düzgün yuvarlatılmış fantezi şekiller elde edilebiliyordu.
7. Engelleme
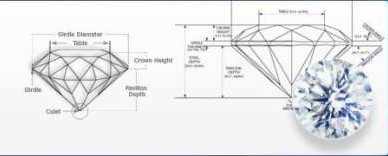
Bloklama, elmasın on altı ana fasetinin parlatma tekerleği (scaife) üzerinde parlatılması işlemidir. Çark genellikle yağlayıcılar (zeytinyağı/grafit) ve elmas tozu uygulanarak hazırlanır.
Pavilyon bölümünün bloke edilmesi culeti oluşturur, çünkü aynı açıda parlatılan sekiz alt faset bir nokta oluşturmak için bir araya gelir.
Taç bölümünün bloke edilmesi tablayı oluşturur, çünkü aynı açıda parlatılmış sekiz üst faset tablayı oluşturur.
8. Brillianteering
Parlatma, kaba elmasın parlatılmış elmasa dönüştürülmesindeki son aşamadır.
Parlatıcılar 8 pavilyon faseti ve 16 alt kuşak fasetini parlatarak pavilyonu yaparlar. Sonunda masayı (aynı zamanda bir faset) oluşturacak olan 8 çerçeve fasetini, 8 yıldız fasetini ve 16 üst kuşak fasetini parlatarak tacı yaparak bitirirler.
9. Son Kalite Kontrolü ve Yeniden Parlatma
Elmas kesiminin son aşaması kalite kontrol kontrolüdür. Gemologlardan oluşan ekip, bitmiş elmasın ağırlığını kontrol edecek ve tahmini verimle uyumlu olup olmadığını görecektir. Ayrıca simetriyi/orantıları/cilayı kontrol edecek ve pırlantanın gerekli kategoriye uyması için yeniden kesilmesi veya yeniden cilalanması gerekip gerekmediğini göreceklerdir.
10. Notlandırma
Pırlanta, kalite kontrol departmanından çıktıktan sonra derecelendirmeye ve ticarete hazırdır. Raporu almak için GIA veya IGI gibi derecelendirme ve sertifikasyon laboratuvarlarından birine gidecek ve kuşak üzerine benzersiz numara lazerle yazılacaktır.



